
Quais são os desafios na moldagem da folha de TPU?

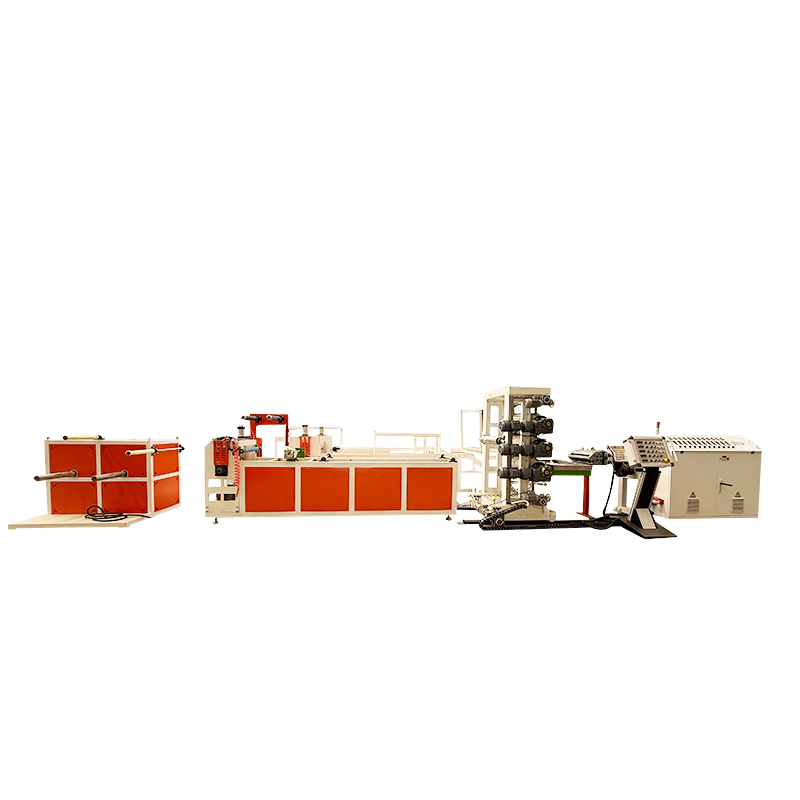
Máquina de extrusora de folha de TPU Oferece uma combinação de elasticidade, resistência ao desgaste, resistência ao clima e reciclabilidade ambiental, tornando -a amplamente utilizada em aplicações médicas, esportivas e de embalagem. No entanto, sua ampla faixa de dureza (costa a 60 a margem d 80), viscosidade sensível ao fusão e suscetibilidade à hidrólise e degradação térmica levam a três desafios centrais durante o processo de moldagem: controle de uniformidade, manutenção de desempenho e estabilidade do processo. Os desafios específicos, suas causas e impactos são os seguintes:
1. Pré -tratamento da matéria -prima: o controle de umidade está desafiador e afeta diretamente a qualidade da folha.
A TPU é um polímero altamente higroscópico. As ligações de uretano em sua estrutura molecular reagem facilmente com a água. Exceder o teor de umidade na matéria -prima pode levar a uma série de problemas durante o processo de moldagem. Este é o principal desafio de pré-processamento para moldagem por folha de TPU. Dificuldades:
Absorção de umidade rápida e dificuldade na remoção completa: os pellets de TPU expostos ao ar por apenas uma hora podem ver seu teor de umidade aumentar de 0,03% (o valor aceitável) para mais de 0,1%. A taxa de absorção dobra em ambientes com umidade> 60%. Além disso, a umidade penetra facilmente os pellets, dificultando a remoção completamente com a secagem convencional.
Janela de parâmetro de secagem estreita: se a temperatura de secagem estiver muito baixa (<80 ° C), a umidade não poderá evaporar completamente. Se a temperatura estiver muito alta (> 120 ° C), a TPU suavizará e se unirá prematuramente, formando "aglomerações irregulares" e impedindo a alimentação adequada. Se o tempo de secagem for muito curto (<4 horas), a umidade permanecerá, enquanto se for muito longo (> 8 horas), as cadeias moleculares da TPU serão ligeiramente degradadas, reduzindo sua elasticidade.
Impacto direto: Após a formação, bolhas e furos aparecerão na superfície da folha (causada pela vaporização de alta temperatura da umidade) e "listas de prata" se formarão internamente (devido ao fluxo desigual de fusão causado pelo vapor de umidade). Em casos graves, a folha pode delaminar e as propriedades mecânicas (como resistência à tração) podem diminuir em 15%a 30%. Ii. Moldagem de extrusão de folha de TPU: o fluxo de fusão e o controle de temperatura são gargalos técnicos do núcleo
O processo de moldagem por folha de TPU convencional é "extrusão de parafuso único/parafuso duplo, seguido de calendário". No entanto, a TPU Melt exibe propriedades não newtonianas significativas (a viscosidade é sensível à temperatura e taxa de cisalhamento), e a compatibilidade do processo de TPUs de dureza variável varia significativamente. Isso dificulta o controle da uniformidade e da estabilidade durante a extrusão, um desafio operacional importante para o equipamento.
1. A viscosidade sensível ao derretimento pode facilmente levar à espessura desigual da folha.
Causas de dificuldade:
A taxa de fluxo de fusão da TPU (MFR) é extremamente sensível às flutuações de temperatura: para cada aumento de 10 ° C de temperatura, o MFR pode aumentar em 20% a 30% (em comparação com apenas 5% a 10% para PP padrão). Se a temperatura do barril da extrusora flutuar em ± 3 ° C entre as seções, a viscosidade do fusão variará significativamente, resultando em velocidades de descarga de matriz desiguais. Adaptabilidade ruim da taxa de cisalhamento: TPU mole (Shore A 60-80) tem baixa viscosidade de fusão. Velocidades excessivamente altas de parafusos (> 60 rpm) podem facilmente causar fratura por fusão (superfícies de material áspero e enrugado). A TPU dura (Shore D 60-80) tem alta viscosidade de fusão, portanto, velocidades baixas (<30 rpm) podem levar a plastificação insuficiente, resultando em partículas não derretidas dentro da folha.
Impacto direto: os desvios da espessura da folha excedem as tolerâncias (desvio aceitável ≤ ± 0,05 mm, geralmente excedendo ± 0,1 mm). As marcas de pia são comuns em áreas onde o material é muito grosso, enquanto a quebra é comum em áreas onde o material é muito fino. Isso torna a folha inadequada para aplicativos de alta precisão, como filmes médicos. 2. É necessária precisão de controle de temperatura extremamente alta para evitar a degradação térmica e a perda de desempenho.
Dificuldades:

Máquina de extrusora de folha de TPU tem uma faixa estreita de estabilidade térmica: a maioria das temperaturas de processamento de TPU variam de apenas 200 ° C a 230 ° C. As temperaturas acima de 240 ° C causam quebra de cadeia molecular (decomposição das ligações de uretano), liberando gases como CO₂, resultando em "partículas queimadas" (pequenas manchas pretas) na folha. As temperaturas abaixo de 190 ° C resultam em fluidez insuficiente de derretimento, impedindo que a cavidade da matriz preencha, resultando em "escassez".
A correspondência de gradiente de temperatura do barril é difícil: a extrusão de TPU requer uma rigorosa "alimentação de baixa temperatura-plastiente de temperatura média-gradiente homogeneizante de alta temperatura" (por exemplo, 180 ° C-190 ° C na seção de alimentação, 200 ° C-210 ° C na seção de plástico e 210 ° C20 ° C20 ° ° C22. Uma diferença de gradiente inferior a 10 ° C resulta em plastificação irregular; Uma diferença de gradiente superior a 30 ° C pode facilmente levar ao superaquecimento e degradação localizados. Impactos diretos: as propriedades mecânicas da folha (como o alongamento no intervalo) se deterioram, a taxa de recuperação elástica de TPU mole cai de 90% para abaixo de 70% e a dureza da TPU dura diminui em 5 a 10 graus de costa. A superfície é propensa ao amarelecimento (causado por produtos de degradação), afetando a aparência.
Terceiro, equipamento de calendário de folha de TPU: é difícil equilibrar a qualidade da superfície e a estabilidade dimensional
Após a extrusão, as folhas de TPU devem ser moldadas (controle de espessura e nivelamento) usando um sistema de rolos de calendário. No entanto, a TPU tem um forte efeito de memória elástica (propenso a se recuperar após o resfriamento) e uma alta taxa de encolhimento térmico (normalmente 3%a 5%, 2-3 vezes a do PP). Isso dificulta a alcance simultaneamente a suavidade da superfície e a precisão dimensional durante o processo de calendário, apresentando um importante desafio pós-moldagem. Dificuldade 1: Combinando a temperatura e a pressão do rolo do calendário.
Se a temperatura do rolo do calendário estiver muito baixa (<60 ° C), o derretimento da TPU esfria muito rapidamente na superfície do rolo e não poderá aderir completamente à textura da superfície do rolo, resultando em uma superfície de folha fosca e nebulosa.
Se a pressão for muito alta (> 15mPa), a TPU macia é propensa a "resíduos de marcas de rolo" (a textura da superfície do rolo é pressionada muito profundamente), enquanto a TPU dura é propensa a "estresse" nas bordas. Se a pressão for muito baixa (<5MPa), as bolhas dentro do derretimento não podem ser eliminadas, resultando em densidade desigual de folhas. Dificuldade 2: Conflito entre resfriamento e encolhimento dimensional. Depois que a folha de TPU emerge dos rolos de calendário (a uma temperatura de aproximadamente 80 ° C a 100 ° C), ela deve ser rapidamente resfriada a menos de 40 ° C por um "conjunto do rolo de resfriamento". No entanto, o resfriamento muito rapidamente pode levar à concentração de tensão interna na folha, tornando -a propensa a deformação (por exemplo, flexão para cima das bordas) durante o armazenamento subsequente. O resfriamento muito lentamente (> 30 segundos) faz com que a TPU continue diminuindo, levando ao aumento do desvio dimensional (por exemplo, 2% a 3% de encolhimento na direção longitudinal), tornando -o inadequado para o corte subsequente. 4. Adaptabilidade do equipamento de folha de TPU: o equipamento plástico convencional requer modificação direcionada
O equipamento de moldagem por folha de TPU não pode utilizar diretamente o equipamento convencional de extrusão de PP/PE. Os componentes principais devem ser modificados, caso contrário, as dificuldades acima mencionadas serão exacerbadas. Isso representa uma dificuldade oculta no nível do equipamento:
Modificação da estrutura do parafuso: Os parafusos convencionais (como parafusos de gradiente) têm baixa eficiência de plastificação para TPU e são propensos a superaquecimento localizado. Eles devem ser substituídos por "parafusos de barreira" (com uma seção de mistura adicional) para melhorar a uniformidade plasticizadora, mas essa modificação é cara (aproximadamente 50.000 a 100.000 yuan por unidade).
Otimização do projeto de matriz: as matrizes planas convencionais são propensas a "retenção de fusão" na porta de descarga (a TPU permanece nos cantos do dado por um período prolongado, levando à degradação). É necessária uma "matriz de cabeça de torpedo" para reduzir as zonas mortas, e a diferença de matriz deve ser ajustável com precisão (com uma precisão de ± 0,01 mm). Caso contrário, a uniformidade não pode ser alcançada para folhas finas de TPU (espessura <0,1 mm).
Controle de draw-off e enrolamento: as folhas de TPU são altamente elásticas, e o "controle constante de tensão" das máquinas de extração convencional é insuficiente. É propenso a falhas (as flutuações de tensão de ± 5% farão com que a folha se estique e se deforme) e precisa ser substituída por um "sistema de tração do motor servo" com ajuste em tempo real do sensor de tensão. Ao enrolamento, um "método de enrolamento de superfície" também deve ser adotado (para evitar rugas de borda causadas pelo enrolamento central), o que aumenta significativamente o custo do investimento em equipamentos.
















